In today’s metal fabrication industry, factories are expected to do more than simply produce parts. They are expected to deliver accurate products, respond quickly to orders, manage labor efficiently, and keep production costs under control. This is one of the main reasons why the CNC punching machine has become such an important part of modern manufacturing. It is no longer viewed as just another processing machine. In many workshops, it is a practical solution to repeated production problems.
At first glance, punching may seem like a basic operation. A machine forms a hole, the material moves forward, and the job continues. But in real production, this stage affects much more than one small feature in a metal part. Hole position can affect assembly. Repeated spacing can affect whether components fit properly. Accuracy at the punching stage can influence welding, coating, fastening, packaging, and installation. When punching quality is unstable, the downstream process becomes more difficult. When punching quality is reliable, the entire production line becomes easier to manage.
Factories choose CNC punching not because automation sounds advanced, but because it solves real workshop problems. It reduces repeated measuring. It lowers the chance of inconsistent positioning. It allows operators to process larger batches with more confidence. It also helps management create a more stable production rhythm, especially when customers demand the same parts again and again with the same quality standard.
For manufacturers working with angle steel, channel steel, square tube, round pipe, flat bar, and other metal profiles, CNC punching is often one of the most useful upgrades they can make. It supports mass production, improves consistency, and reduces the dependence on repeated manual work. To understand why more factories choose this solution, it helps to look at the machine not only as a piece of equipment, but as part of a broader production strategy.
THE REAL ROLE OF CNC PUNCHING IN PRODUCTION
In many fabrication businesses, the focus is often placed on more visible operations such as cutting, welding, and finishing. These stages are important, of course, but punching plays a much bigger role than many people realize. If punched holes are not in the right place, later operations slow down. Workers spend extra time adjusting parts. Assemblies may not line up. Additional drilling or correction may be needed. In the worst case, a finished-looking component becomes scrap.
This is why punching should not be seen as a minor task. In factories where the same part is produced repeatedly, punching is a foundation process. It determines whether the next stage begins smoothly or with problems. One small error at the punching stage may create multiple delays later. That is exactly why programmed punching offers such strong value.
Traditional manual punching or drilling can still work in low-volume production. If a workshop only makes a few pieces occasionally, manual work may be enough. But when the number of parts increases, the weakness of manual repetition becomes clearer. Measuring takes time. Worker fatigue affects consistency. Different operators may interpret drawings slightly differently. The result is slower production and less predictable quality.
A CNC punching machine changes that by turning repeated manual actions into a controlled sequence. Once the dimensions, hole pattern, and material movement are entered correctly, the machine follows the same logic over and over again. It does not estimate the next position differently. It does not lose concentration after a long shift. It does not require the operator to measure every new hole location by hand. This is one reason why factories that once depended on manual methods often see a major improvement after switching to CNC.
WHAT A CNC PUNCHING MACHINE ACTUALLY DOES
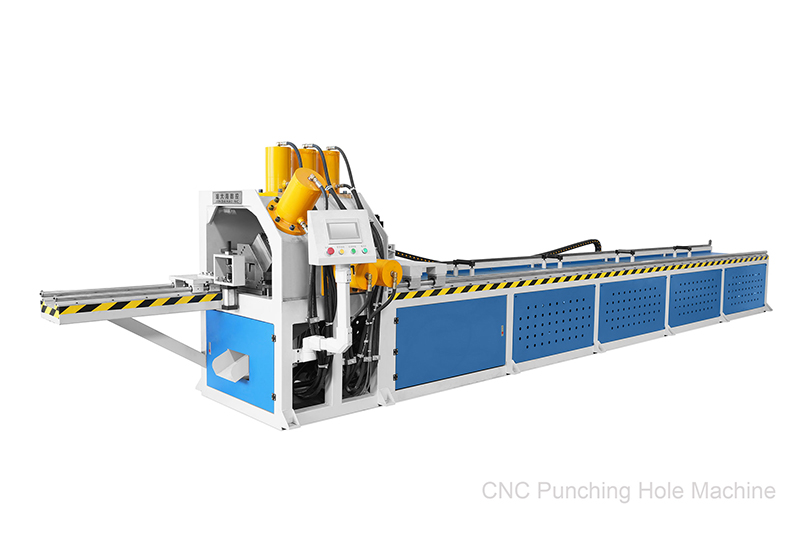
A CNC punching machine is a metal processing machine that creates holes, slots, and shaped openings according to digital instructions. CNC stands for Computer Numerical Control, which means the movement of the machine is guided by programmed data rather than relying completely on manual positioning. The operator enters the required dimensions and sequence, and the machine performs the process with a much higher level of repeatability.
The exact configuration depends on the machine type. Some models are designed for flat materials, while others are designed for structural profiles such as angle steel, channel steel, square tube, round pipe, or rectangular tube. Some machines are used only for punching, while others can also support cutting or other secondary operations. But no matter which type is being used, the main idea is the same: to produce repeated punching results in a faster and more controlled way.
This matters because the value of CNC punching is not limited to one production cycle. Its real strength appears over many repeated parts and many repeated orders. A part that is punched correctly once is useful. A process that punches the same part correctly hundreds or thousands of times is valuable. That is the difference between a simple machine function and a reliable industrial workflow.
Factories often choose CNC punching because they are not only producing one product. They may be producing several different part types, sometimes for different industries, but with similar needs for repeated hole positioning. In that context, programmable punching becomes a practical and flexible tool rather than a single-purpose device.
WHY MORE FACTORIES ARE MOVING AWAY FROM MANUAL METHODS
There are several reasons why factories are moving away from manual punching and traditional drilling for repeated work. The first is labor efficiency. Repeated measuring, marking, aligning, and drilling takes time. It also uses operator attention in a way that adds little value once the same pattern is repeated day after day. A CNC system reduces those repeated manual tasks and allows the operator to focus more on setup, confirmation, and supervision.
The second reason is quality consistency. Even experienced operators will show variation over time when doing repeated manual work. Small mistakes in spacing or alignment are common when production depends heavily on human repetition. CNC punching reduces that risk by using the same logic for every cycle once the program has been confirmed.
The third reason is planning. A factory that relies on manual punching may find it harder to estimate output accurately. Production speed can vary depending on who is working, how complex the part is, and how much rework appears during the shift. A CNC punching machine makes production more predictable. When management understands the machine’s cycle time and setup requirements, scheduling becomes easier and delivery planning improves.
The fourth reason is rework reduction. Manual positioning errors may not always be obvious at first. Sometimes the problem appears later during assembly, which means time has already been spent on a part that cannot be used easily. Factories choose CNC because preventing those mistakes at an earlier stage is often much cheaper than correcting them later.
WHERE CNC PUNCHING MACHINES ARE COMMONLY USED
CNC punching machines are used in many different industries because repeated hole processing is common in a wide range of fabricated products. One of the most common application areas is structural metalwork. Brackets, support members, connection parts, and installation components often require accurate hole placement so that they can be bolted or assembled later without adjustment. That is why factories producing structural steel components often benefit from CNC punching.
Another major application area is storage and racking systems. Shelf uprights, rack frames, support beams, and other storage parts usually require repeated holes with consistent spacing. These products are ideal for CNC processing because the same pattern is often used again and again across large batches. For manufacturers of warehouse racking parts(, punching accuracy directly affects assembly speed and product standardization.
The renewable energy sector is another good example. Solar structures frequently use punched rails, supports, and mounting members. The parts are often produced in volume and must maintain a consistent pattern for connectors and installation hardware. That is why solar support profiles are a very suitable application for CNC punching.
Tube and profile fabrication is also a major field. Square tube, round pipe, rectangular tube, angle steel, and channel sections are used in many end products, including industrial frames, fencing systems, furniture components, support structures, and custom fabricated parts. In such cases, article references to square tube processing( are often better linked to specific case pages because the application context is clearer than a general product description.
Besides these industries, CNC punching may also be used in enclosure fabrication, agricultural structures, transport accessories, equipment supports, and many types of metal component manufacturing. The exact market may differ, but the production demand remains similar: repeated hole-making with reliable accuracy and higher speed.

WHAT MATERIALS AND SHAPES CAN BE PROCESSED
The range of materials that can be processed depends on the design of the machine, the tooling, and the required punching force. In general, CNC punching machines are widely used on mild steel, stainless steel, aluminum, galvanized steel, and certain alloy materials. The thickness range varies by machine type, so factories need to choose equipment that matches their real production conditions rather than relying only on general descriptions.
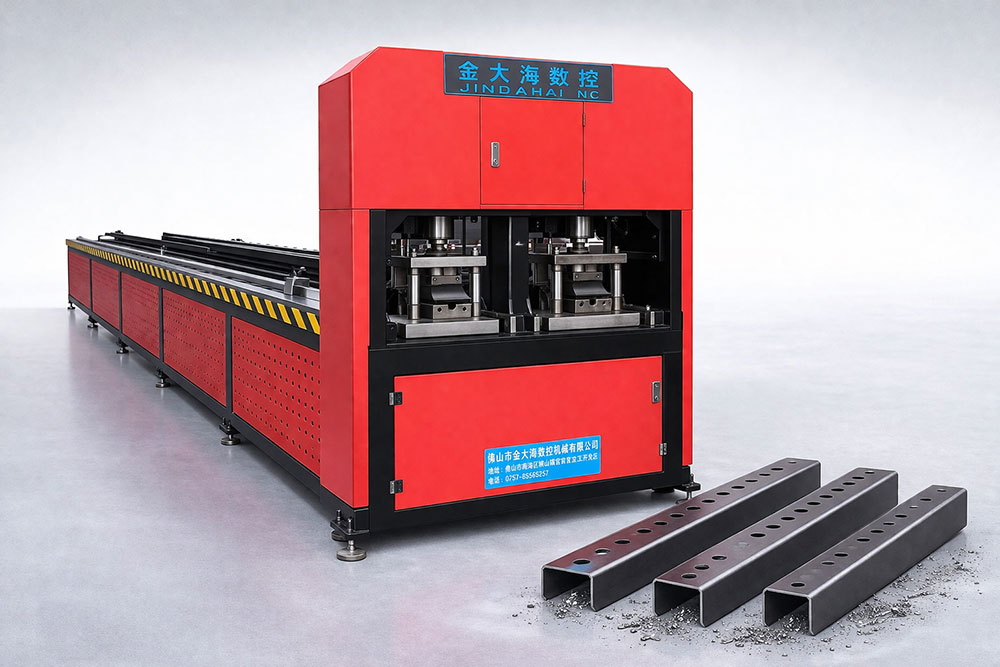
In terms of shape, many CNC punching machines are designed for flat bar, angle steel, channel steel, square tube, rectangular tube, and round pipe. Some machines focus more on profile processing, while others are configured for flat material. Because of this, one machine is not automatically suitable for every job. The machine structure must match the actual cross-sections that the factory uses most often.
This is also why tooling and support systems matter so much. A machine may have sufficient punching force, but if the punch and die are not matched correctly to the material and hole shape, the result may still be poor. Burrs, edge distortion, unstable hole size, and excessive wear can all come from tooling problems rather than from the machine body itself. Factories that achieve good results usually treat the machine, tooling, material, and setup as one complete process.
HOW THE WORKFLOW LOOKS IN A REAL FACTORY
The practical workflow of CNC punching usually begins before the machine starts moving. The operator first reviews the drawing or part requirement and confirms material type, dimensions, hole size, spacing, sequence, and production quantity. Once this information is clear, the operator enters the relevant data into the control system.
After programming is completed, the material is loaded. Depending on the machine and production scale, this may be done manually or with support devices. Long profiles often require extra support so that the material remains level and stable during feeding. Good loading and support matter because even a precise control system cannot compensate fully for unstable material handling.
The next step is positioning. The feeding system moves the material to the programmed location, and then the punch descends into the die to form the hole. This sequence is repeated until all punching positions are completed. The real strength of the process is not that one hole is made correctly, but that the same sequence can be repeated with stable quality over a large number of parts.
After punching, the component moves to the next stage. Depending on the factory, that may include cutting, welding, bending, coating, or direct assembly. This is why the punching stage has such a wide influence. When the hole pattern is correct, all later processes become easier to manage. When it is wrong, every later team inherits the problem.
HOW TO USE A CNC PUNCHING MACHINE PROPERLY
Using a CNC punching machine effectively requires more than simply pressing a start button. Good output depends on preparation, correct tooling, stable clamping, and regular maintenance.
The first step is confirming the drawing carefully. Hole spacing, hole type, part orientation, and material dimensions all need to be checked before production begins. A programming error may cause a full batch of incorrect parts in a short time, so early verification is essential.
The second step is tooling selection. Punch and die choice must match the material thickness, hole shape, and material type. Incorrect tooling may lead to rough hole edges, burrs, rapid wear, or poor repeatability. Tool condition is just as important as tool type. Even the right tooling will perform badly if it is worn or damaged.
The third step is proper clamping and support. If the workpiece shifts during punching, the hole position will no longer match the program. Long profiles and tubes often need additional support to keep feeding stable and accurate throughout the process.
The fourth step is first-piece inspection. Before full production begins, the operator should check a sample part for spacing, hole location, edge quality, and overall dimensional correctness. This simple practice helps prevent major losses later.
The fifth step is monitoring during operation. Even though CNC reduces repeated manual effort, the operator still needs to observe machine behavior. Unusual sound, vibration, marks, or feeding variation can indicate a problem developing inside the process.
Finally, routine maintenance must be treated seriously. Cleaning, lubrication, clamp inspection, and tooling care all contribute to better long-term performance. Factories that maintain their punching equipment properly usually experience better stability, fewer interruptions, and more consistent product quality.
WHY CNC PUNCHING IMPROVES INDUSTRIAL EFFICIENCY
One of the biggest reasons factories choose CNC punching is efficiency, but efficiency here means more than speed alone. Faster cycle time is important, of course, especially in medium- and large-batch production. But the broader benefit comes from how the machine improves production consistency.
When repeated hole patterns can be produced without repeated measuring, the workload becomes easier to control. Operators spend less time on manual layout. Supervisors spend less time handling preventable errors. Downstream processes receive more uniform parts. This means the benefit spreads across the whole production system, not just the punching station.
Material utilization also improves when positioning is more accurate. Wrong hole placement often leads directly to scrap. A more stable process means fewer wasted parts and fewer corrections. Over time, those savings become meaningful.
Labor efficiency is another key advantage. CNC punching does not eliminate the need for skilled workers, but it changes how their time is used. Instead of repeating the same basic measuring and aligning tasks, operators can spend more time on setup, inspection, and process control. That leads to a more efficient use of labor overall.
Factories also value predictability. A process that produces reliable output helps planning, delivery scheduling, and customer communication. In a competitive manufacturing environment, this predictability is often just as important as raw machine speed.
HOW CNC PUNCHING COMPARES WITH SMALLER-SCALE OPTIONS
It is important to say that CNC punching is not the only solution in the market. Some factories still use simpler systems for lighter workloads, smaller order quantities, or lower budgets. In those cases, a semi-automatic approach may still have value. However, once production becomes more repetitive and customers expect more stable output, CNC usually offers stronger long-term advantages.
The difference is not just automation level. It is production behavior. Simpler systems may be easier to start with, but they often require more repeated operator involvement. CNC systems are better suited when a factory wants to reduce variation, improve batch consistency, and support more demanding orders over time.
HOW TO THINK ABOUT MACHINE SELECTION
Choosing the right CNC punching machine should begin with the actual product being made. A factory that mainly produces angle steel supports does not have the same needs as one focused on square tube components. Material shape, thickness, hole type, batch size, and production rhythm all matter when selecting equipment.
It is also important to think about after-sales support. Spare parts, tooling availability, operator training, and service response influence real production much more than one headline feature on a brochure. A machine should be judged by how well it supports daily work over time, not only by how it appears on paper.
For website content planning, this logic also matters. Broad equipment terms should usually guide readers to the main product page, while more specific industry applications should guide them to matching case pages. This makes internal linking more natural and more useful for visitors.
FINAL THOUGHTS
Factories choose CNC punching because it helps solve real production problems. It improves repeatability, reduces manual dependence, supports faster throughput, and makes downstream operations easier to manage. In modern metal fabrication, these advantages are highly practical.
For companies producing profile-based metal parts, CNC punching is often not just an upgrade in equipment. It is an upgrade in workflow quality. It helps the factory move from repeated manual effort to a more stable production system.
As customer expectations continue to rise, consistency and efficiency become more important in every workshop. That is exactly why CNC punching machines continue to play such an important role in modern manufacturing.