Metal fabrication is full of processes that look small but carry a surprisingly large amount of responsibility. Punching is one of them. A hole is only a small feature in a finished part, yet the accuracy of that hole can influence whether a bracket lines up during assembly, whether a frame can be welded without correction, whether a rack system remains standardized, and whether a customer receives parts that fit together smoothly on site. That is why the CNC punching machine has become such an important tool in modern production.
Factories do not choose equipment only because it performs one operation quickly. They choose it because it improves the entire manufacturing flow. In real workshop conditions, every repeated task creates a decision: should the factory continue relying on labor and operator experience, or should it turn that repeated task into a more controlled process? CNC punching answers that question for one of the most common operations in metal fabrication. It takes repeated hole processing and turns it into a more consistent, more measurable, and often more profitable workflow.
This matters more today than it did in the past. Delivery schedules are tighter, quality expectations are higher, and product batches often need to be repeated with very little tolerance for variation. Many factories also face labor pressure. Skilled operators are valuable, but businesses want them spending more time on setup, quality judgment, and process control rather than re-measuring the same pattern all day. CNC punching supports exactly that shift.
For manufacturers working with angle steel, channel steel, flat bar, square tube, round pipe, and other profile materials, punching is not just a detail. It is often a deciding factor in whether the rest of the line runs smoothly. If the punched part is correct, cutting, welding, fitting, and installation all become easier. If it is wrong, the whole production system absorbs the cost. This is why CNC punching still attracts attention in a market full of different manufacturing technologies. It solves a very ordinary but very expensive problem: repeated hole-making that must remain accurate over time.
This article looks at CNC punching from a practical, educational angle. It explains where these machines are used, how they work, how they should be operated, and what kind of value they create on a real factory floor. It also shows why the topic is bigger than one machine. In many cases, CNC punching is really about process discipline, production confidence, and the ability to turn repeated work into repeatable output.
Why Punching Becomes a Production Issue
A factory rarely notices punching when it goes well. It notices punching when something downstream starts going wrong. Assembly takes longer than expected. Holes do not line up. Parts need correction before welding. Storage frames lose compatibility from one batch to the next. Operators in later departments complain that the work should have been easier. When those kinds of issues appear, the cause is often hiding in a process that seemed simple at the beginning.
That is because punched features are reference points for many later operations. A hole may locate a connection. It may determine where a bolt passes through. It may affect how two pieces meet, how a bracket holds, or how a finished system is installed. If that feature is not consistent, every later step becomes harder. In a workshop with repeated jobs, that lost time adds up quickly.
Manual punching and repeated drilling remain possible, especially for low-volume work, trial pieces, or very simple parts. But the moment a factory begins producing recurring patterns at meaningful volume, the weaknesses of manual repetition appear. Measuring consumes time. Rechecking distances consumes attention. Different workers may interpret the same part slightly differently. Even a strong operator becomes less consistent after many hours of repetitive work. The method may still function, but it becomes harder to control.
CNC punching changes the nature of the task. It moves the repeated logic away from hand measurement and into a stored instruction set. This does not eliminate the need for operator skill. It changes where that skill is used. Instead of re-creating the same pattern manually over and over, the operator prepares the job, checks the first result, supervises the run, and protects the standard. That is a much stronger use of labor in a production environment.
This is why punching should be understood as a workflow issue, not just a machine issue. A faster punch is not enough on its own. What matters is whether the punched result supports everything that follows. In many factories, the real value of CNC punching appears not at the moment the hole is formed, but later, when the part moves through the rest of the process without delay.
What a CNC Punching Machine Really Controls
A CNC punching machine creates holes, slots, and shaped punched features according to numerical instructions. That definition is technically accurate, but it does not fully explain what the machine really controls. In practical terms, the machine controls repeatability. It controls how reliably a factory can reproduce a hole pattern today, tomorrow, and on the next order.
In a manual operation, the worker carries much of the process inside personal judgment. Position must be measured, marked, aligned, and repeated again. In a CNC operation, that logic is stored in the control system. Once the pattern is entered correctly, the machine repeats the position and sequence with much less dependence on repeated handwork. That is a major difference, not only in speed, but in process stability.
The structure of CNC punching equipment varies according to application. Some machines are aimed at flat material, while others are designed specifically for profile work such as angle steel, channel steel, flat bar, square tube, round pipe, or rectangular tube. Some systems focus only on punching. Others combine punching with cutting or similar functions. Even so, the central idea remains the same: repeated features should be produced through stored logic rather than recreated manually each cycle.
This is why CNC punching becomes more valuable as repetition increases. A factory making one special part occasionally may not feel the advantage as strongly as a factory making the same family of parts every week. Once the same hole pattern appears across batch after batch, repeatability becomes a business issue. Customers expect the same fit. Assemblers expect the same location. Production managers expect the same timing. CNC punching supports those expectations.
It also gives the factory something else that manual methods struggle to provide: a clearer baseline. When the process is controlled digitally, managers can understand setup time, cycle rhythm, and output more clearly. That makes planning easier. It also makes process improvement easier, because variation is reduced and performance becomes more visible.
Where the Machine Is Most Commonly Used
CNC punching machines appear in many markets, but the strongest applications usually share one thing: the need for repeated hole patterns in profile-based parts. One major area is construction-related fabrication. Support brackets, connectors, installation members, and steel frame accessories often require precise hole locations so that assembly can happen quickly and reliably. That is why manufacturers producing steel structure parts often see clear benefits from CNC punching.
A second important market is logistics and storage equipment. Rack uprights, support beams, shelf structures, and related members typically depend on evenly spaced holes across long runs of parts. In these products, consistency matters just as much as speed, because one deviation can affect how a whole system fits together. That makes CNC punching particularly useful in warehouse rack profiles and similar standardized storage products.
The solar industry is another strong fit. Rails, brackets, and support members used in photovoltaic structures are often produced in batches and rely on recurring fastening positions. Because the geometry repeats, the gains from programmable punching can be significant. This is one reason solar mounting brackets are frequently associated with automated punching systems.
Profile and tube work is also a major application area. Square tube, round pipe, rectangular tube, angle steel, and channels are used in machine supports, safety frames, fencing systems, enclosures, light structures, and custom fabricated assemblies. In this context, a phrase such as square tube processing makes sense as a case-page link because it takes the reader directly to an application scenario rather than only a broad product description.
There are plenty of secondary uses as well. CNC punching can be found in agricultural supports, display structures, equipment accessories, transport-related components, and commercial metal products. The industries differ, but the production need remains similar. Factories want the holes to be accurate, the spacing to be repeatable, and the process to support later operations rather than create extra work for them.
What Materials and Profiles It Can Handle
The actual processing range of a CNC punching machine depends on the machine’s structure, the force available, the tooling system, and the way the workpiece is supported. Most industrial systems are commonly used on mild steel, stainless steel, aluminum, galvanized steel, and some alloy materials. Thickness range varies by machine design and intended use, so matching the equipment to the real workpiece is more important than relying on broad claims.
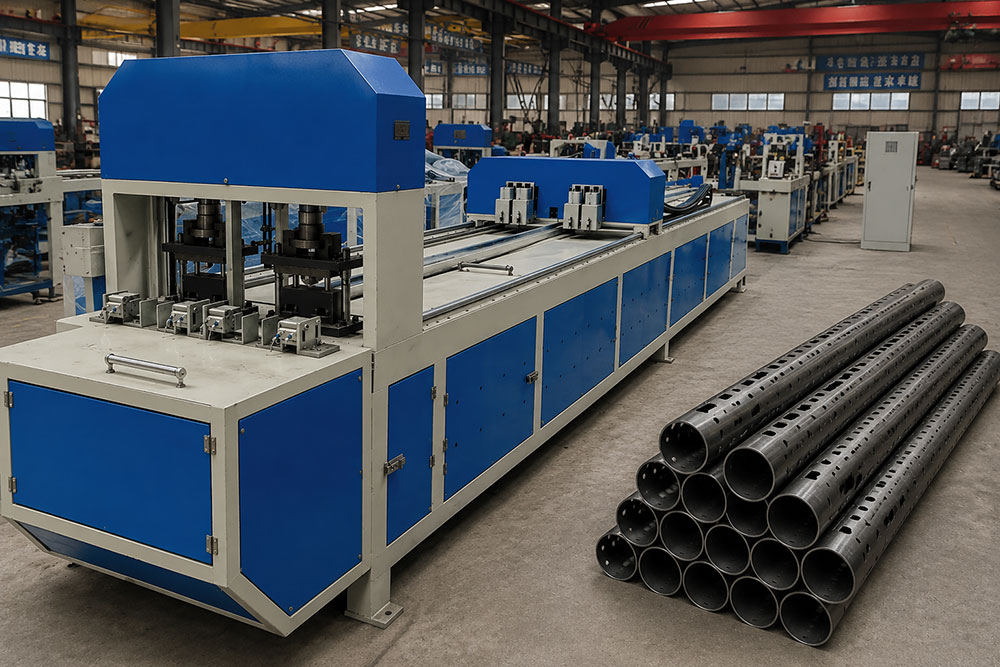
Profile form is equally important. Common applications include angle steel, channel steel, flat bar, square tube, round pipe, and rectangular tube. Some machines are better suited to heavier structural profiles, while others are optimized for lighter sections or faster repetitive work. A factory should therefore begin with its own product mix rather than assuming one punching machine fits every profile equally well.
Material handling has a direct effect on output quality. A long workpiece may need intermediate supports to stay level during feeding. Thin-walled profiles may require careful tooling selection to keep edges clean. Heavier pieces may need stronger clamping to prevent movement. This is why actual production performance depends on more than the machine frame itself. Support stability is part of punching quality.
Tooling matters just as much. A strong machine can still produce poor holes if the punch-and-die combination is wrong. Burrs, rough edges, unstable hole dimensions, and abnormal wear often begin with tooling mismatch. That is why experienced factories do not treat punching as a single hardware purchase. They treat it as a system involving machine design, tooling choice, material behavior, and handling method.
This is also why setup knowledge remains highly valuable. CNC punching reduces repeated handwork, but it does not remove the need for informed decisions. The machine follows logic well. The factory still has to give it the right logic, the right tooling, and the right support conditions.
How the Workflow Operates in Practice
From a distance, CNC punching can look straightforward: load material, run the cycle, remove the part. In practice, the workflow is more structured than that. The first stage is preparation. The operator reviews the drawing or production instruction and identifies the hole size, spacing, sequence, material type, and profile shape. These details are then entered into the control system.
The second stage is loading and support. The material is positioned on the machine, manually or with support devices depending on the system. For long or flexible profiles, additional support becomes important because workpiece movement can reduce accuracy before punching even begins.
The third stage is feeding and positioning. The machine brings the workpiece to the required location. Servo-controlled feeding is common because it improves repeatability over repeated cycles. When the workpiece reaches the correct position, the punch moves into the material and forms the hole through the die.
The fourth stage is repetition. The machine advances to the next programmed position and repeats the process until the hole pattern is complete. This is where CNC punching creates its strongest advantage. The hole logic is not being rebuilt by hand. It is being repeated by a stored system. That reduces cycle-to-cycle variation and helps maintain more stable output.
The fifth stage is transfer into the next process. Depending on the part, that may be cutting, welding, bending, coating, assembly, or packaging. A correctly punched part moves through those later stages with less resistance. That is why the value of CNC punching is always larger than the punching station itself. Its success should be measured partly by how much easier it makes the next tasks.
Another important point is that the process must be treated as a chain. Programming, tooling, support, feeding, clamping, and inspection all contribute to the result. If one link is weak, final quality suffers. Factories that get the best performance from CNC punching usually pay attention to the complete workflow rather than focusing on one specification in isolation.
How to Use a CNC Punching Machine Well
Good machine performance depends on good operating habits. Because CNC punching repeats quickly, both good decisions and bad decisions scale rapidly. That makes disciplined preparation especially important.
The first requirement is clear drawing review. Hole size, spacing, orientation, quantity, and workpiece dimensions all need to be confirmed before production begins. Even a small input error can affect a full batch, so rushing setup often creates more delay later than it saves at the beginning.
The second requirement is tooling selection and inspection. Punches and dies must match the material, thickness, and intended hole shape. Worn or unsuitable tooling will reduce edge quality, increase burr formation, and weaken dimensional consistency. Tool condition is not a minor detail. It is central to punching quality.
The third requirement is strong clamping and proper support. If the workpiece moves during feeding or punching, the pattern will drift away from the program. Long profiles are especially sensitive to this, and support systems should never be treated as optional accessories when stability depends on them.
The fourth requirement is first-piece verification. Before full production starts, one sample part should be checked carefully for location, spacing, edge condition, and overall correctness. This is one of the simplest and most effective ways to prevent large-scale scrap.
The fifth requirement is active observation. CNC punching reduces repeated handwork, but skilled supervision still matters. Changes in sound, vibration, feed behavior, or tooling marks can reveal a problem early. Good operators watch the process, not just the control panel.
Finally, routine maintenance must be part of normal production. Cleaning, lubrication, clamp inspection, and tooling care all protect long-term stability. A machine that is kept in stable condition is easier to trust and easier to schedule around.
What Value It Adds to Industrial Production
The value of CNC punching shows up in several areas at once. The first is output speed. Repeated hole patterns can be produced faster than with manual marking and drilling, especially once the setup is verified. This has an immediate effect in medium- and large-batch production.
The second is repeatability. Because the system follows stored coordinates, batch-to-batch consistency improves. This helps every later process that depends on aligned holes, including fastening, welding, and assembly.
The third is labor efficiency. Instead of spending valuable time on repeated marking and alignment, operators can focus more on preparation, inspection, and process control. This improves how labor is used inside the workshop.
The fourth is reduced waste. Incorrect punching often leads to scrap or correction work. A more stable punching process protects first-pass quality and lowers material loss over time.
The fifth is stronger planning. When output becomes more predictable, scheduling improves. Managers gain more confidence in delivery timing, and downstream departments can work from a more stable flow of parts.
The sixth is overall process stability. A correctly punched part is easier to handle at every later stage. In that sense, CNC punching adds value not only by what it does directly, but by what it prevents indirectly: delays, adjustments, and rework.
How CNC Punching Fits Modern Production Logic
Modern factories want more than raw machine speed. They want production systems that are measurable, repeatable, and easier to improve. CNC punching supports that logic because it transforms repeated hole-making from a labor-heavy task into a controlled operation.
This gives the factory clearer answers to practical questions. How long should the job take? How stable should the output be? Can the same result be repeated on the next order? Manual methods make these questions harder to answer because too much depends on repeated operator effort. CNC punching makes them easier to answer because the process is built around stored instructions.
At the same time, the technology remains flexible enough for real manufacturing conditions. Factories often produce product families rather than only one identical part. Because the logic is programmable, those families can often be handled within a more stable system rather than through completely separate manual routines.
That balance between repeatability and flexibility is why CNC punching still matters. It helps a workshop become more systematic without forcing it to lose practical adaptability.
How to Choose the Right Machine
The right CNC punching machine depends on the actual product being made. A factory focused on structural profiles will have different needs from one focused on lighter tube work. Material form, wall thickness, hole geometry, and batch size all matter.
Production rhythm matters too. Repeated batch work may require strong feeding stability and long-run consistency. More customized work may require easier program adjustment and more flexible setup. The best machine is not automatically the largest. It is the one that fits the real production behavior of the workshop.
Service support is another important part of the decision. Tooling supply, spare parts, training, and response time all affect long-term value. A machine that cannot be supported well becomes harder to depend on.
The same thinking also supports better website structure. Broad machine keywords should lead to the core product page, while more specific application phrases should lead to relevant case pages. That makes internal links more useful and more aligned with user intent.
Common Mistakes to Avoid
One common mistake is assuming punching is too simple to require close management. In reality, punching errors often create some of the most frustrating downstream issues.
Another mistake is skipping sample verification. Even a capable machine can produce incorrect output if the setup or program is wrong. First-piece checking remains essential.
A third mistake is ignoring tooling wear. Worn punches and dies can reduce quality slowly and quietly. Factories often notice the problem only after consistency has already dropped.
A fourth mistake is selecting equipment that does not match actual workpiece needs. General claims are never as useful as real production analysis.
Finally, weak maintenance creates preventable instability. Process control depends on equipment condition, not only on machine capability.
Final Thoughts
CNC punching still matters because it solves practical production problems that factories deal with every day. It improves repeatability, reduces unnecessary manual repetition, protects downstream workflow, and helps create more dependable output.
For manufacturers working with repeated profile parts, that value is direct and measurable. CNC punching is not only a machine choice. It is a way to make one of the most repetition-heavy fabrication processes more controlled, more efficient, and more reliable.
That is why it continues to matter in modern metal fabrication.